Pumpen-Aggregate
System- und Sonderlösungen, Pumpentechnik
Unsere Stärke liegt im kompletten Engineering und Projekt-Management, wo bedarfsgerechte Pumpen-Systemlösungen sowie Pumpensonder- und Pumpenindividuallösungen für den Industrie-, Gewerbe- und Kommunalbereich gefertigt werden.
Hier überlassen wir kein Detail dem Zufall. Innovative Pumpentechnik mit internationalen Spitzenfabrikaten – Pumpenbauteile ebenso wie Elektromotoren – werden von unseren Ingenieuren zu optimierten Pumpenanlagen verarbeitet. Die Begriffe ATEX- und TA-Luft gehören zu unserem Tagesgeschäft, und auch Energieeffizienz wird bei TUMA seit jeher groß geschrieben.
Mit unserer langjährigen Erfahrung als Pumpenspezialist im Anlagenbau verstehen wir die Einsatzgebiete vieler Branchen. Durch den kontinuierlichen Dialog mit unseren Kunden hat sich gezeigt, dass immer häufiger die Technik von schlüsselfertigen Spezialanlagen gewünscht ist. Daher bieten wir eine umfassende Projektierung von Containerlösungen: von der Planung über die Installation aller Module bis hin zur fertigen Anlagenmontage. Vom Trockenmilchpulver bis zum VE-Wasser. TUMA pumpt, was immer Sie bewegen wollen!
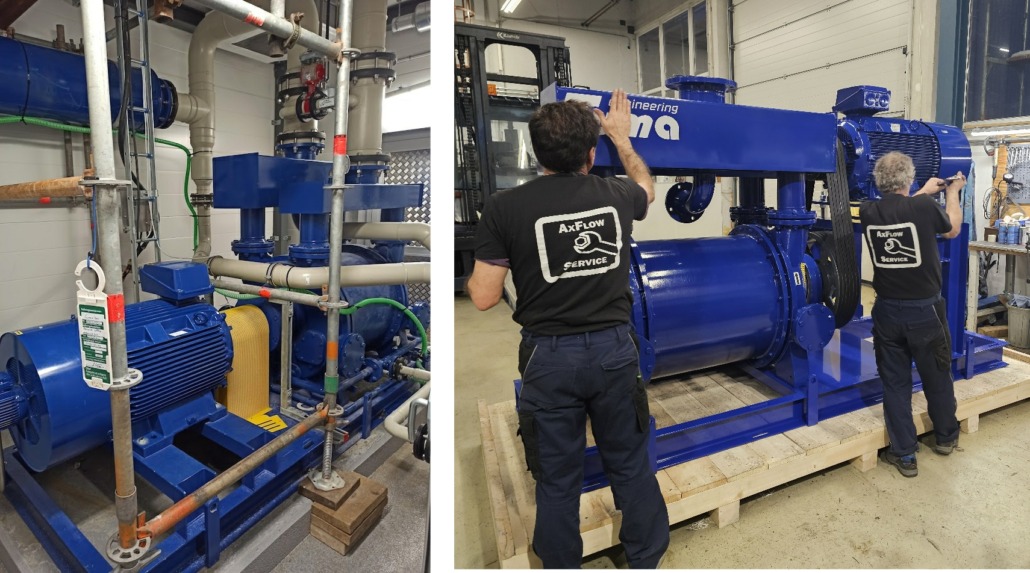
Unsere hauseigene Fachwerkstatt ist mit einem hervorragenden Pumpenprüfstand für Flüssigkeiten und Gase ausgestattet. Funktionsprüfungen von Pumpen und ganzen Anlagen sichern deren volle Leistung und Fehlerfreiheit. Zudem können wir Parameter wie Druck, Fördermenge, Temperatur, Schallpegel und Drehzahl sowie elektrische Messwerte exakt überwachen und optimieren.
In unserer inhouse Lackieranlage erhalten letztendlich alle Pumpenteile eine Oberflächenlackierung nach Tuma Standard oder auf Wunsch auch nach Kundenwunsch.
Gerne beraten Sie unsere Techniker und Ingenieure! Tel.: +43 (0)1 914 93 40
Referenzen
Vakuumanlage für Rauchgaswäsche
TUMA konnte bereits zum zweiten Mal ein Vakuumaggregat an eine der effizientesten Müllverbrennungsanlage der Welt ausliefern. In dieser Anlage werden jährlich bis zu 550.000 Tonnen brennbare Abfälle entsorgt und daraus gleichzeitig Strom und Wärme produziert.
Die von TUMA gefertigte Vakuumanlage sorgt dafür, dass der Schlamm der Rauchgaswäsche auf einem Vakuumbandfilter getrocknet wird.
TUMA liefert hochwertige Vakuumaggregate an einen der größten europäischen Pharmakonzerne



Die pharmazeutische Industrie ist bekannt für ihre höchsten Anforderungen an Qualität, Dokumentation, Zuverlässigkeit und Effizienz, und TUMA ist stolz darauf, diese Anforderungen erfolgreich erfüllt zu haben.
Die Pharmaindustrie ist geprägt von strengen regulatorischen Vorschriften und hohen Qualitätsstandards, um die Sicherheit und Wirksamkeit von Medikamenten sicherzustellen. Das Vertrauen eines der größten europäischen Pharmakonzerne in TUMA unterstreicht die hervorragende Qualität und Zuverlässigkeit der Vakuumaggregate des Unternehmens.
Ein besonderes Highlight dieses Auftrags war die Anforderung an ATEX-zertifizierte Einheiten. ATEX-Zertifikate sind von entscheidender Bedeutung, um sicherzustellen, dass die Vakuumaggregate in potenziell explosiven Atmosphären sicher und zuverlässig arbeiten können. TUMA hat diese anspruchsvolle Anforderung mit Bravour erfüllt und stellt somit sicher, dass der Pharmakonzern höchste Sicherheitsstandards einhalten kann.
Die gelieferten Vakuumaggregate finden Anwendung in Destillations- und Dampferzeugungsprozessen, die in der pharmazeutischen Produktion von entscheidender Bedeutung sind. Diese Prozesse erfordern präzise und leistungsstarke Vakuumtechnologie, um höchste Reinheits- und Effizienzanforderungen zu erfüllen.
TUMA Pilotanlage – Vakuumaggregat zur Schwefelsäureherstellung

Vakuumaggregat zur Schwefelsäureherstellung
Die Aufgabe dieser Spezialanlage ist die Evakuierung eines H2SO4 gefüllten Tanks und die Dehydrierung der Säure. Das dadurch abgesaugte Medium besteht somit aus Wasserdampfgesättigter Luft mit kleinen Mengen von Schwefelsäure. Das Vakuumaggregat wird im sogenannten Umlaufbetrieb gefahren, wobei ein Großteil der Betriebsflüssigkeit rezirkuliert wird, was zugleich Abwasser und Ressourcen spart.
Das Herz der Anlage ist eine SPECK Flüssigkeitsring-Vakuumpumpe Type V255-65, 180 m3/h Förderleistung und einem 5,5 kW Motor. Die produktberührten Anlagenteile sind aus hochwertigem Edelstahl 1.4571 und 1.4581 gefertigt. Ein druckseitiger Abscheidetank trennt das Wasser/Säure/Gas Gemisch. Mittels Plattenwärmetauscher wird der Betriebsflüssigkeit dann im Rücklauf die Kompressionswärme entzogen. Zur Überwachung dienen ein Füllstandschalter und ein Temperatursensor, zudem sorgen eine drehzahlgeregelte Flüssigkeitsring-Vakuumpumpe und der DS Motor mit 3 x Kaltleiter für die Temperaturüberwachung.
TUMA Vakuumanlage für Großproduktion von H2SO4 mit Schutzverkleidung

Vakuumanlage für Großproduktion von H2SO4 mit Schutzverkleidung
Eine Vakuumanlage ebenfalls für den Prozess der Schwefelsäureherstellung wird bereits für die Großproduktion von H2SO4 eingesetzt. Aufgabe dieser Anlage ist es ein stabiles Prozessvakuum im Reaktortank herzustellen. Dabei werden kontinuierlich Wasser- und Schwefelsäuredämpfe abgesaugt.
Komponenten der Anlage sind eine Flüssigkeitsring-Vakuumpumpe der Serie 2TU1-253, Material aus AISI 316L, mit einer Förderleistung von 2400 m3/h mit Antrieb 75 kW, sowie ein Abscheidekessel und ein Plattenwärmetauscher.
Die Anlage wird aus Umweltschutzgründen mit geschlossener Umlaufkühlung betrieben und ist komplett aus hochwertigem Edelstahl gefertigt. Auf Kundenwunsch wurde das Aggregat vorverkabelt wodurch „plug and play“ vor Ort gegeben war.
Da die Vakuumanlage am offenen Dach des Produktionsgebäudes platziert ist, wurde eine Einhausung der kompletten Anlage für Frostschutz gefertigt.
